
تاریخچه جوشکاری
در خلال سالهایی که جنگهای جهانی رخ داد، به دلیل نیاز شدید به روشهای سریع و مطمئن ایجاد اتصال، فرایندهای جوشکاری با سرعت بسیار زیادی رشد کردند. پس از جنگ جهانی روشهای مختلفی از قبیل روشهای دستی جوشکاری مانند جوشکاری با الکترود دستی پوششدار (جوش برق)، که امروزه یکی از متداولترین روشهای جوشکاری محسوب میشود، و روشهای نیمه و تمام اتوماتیک از قبیل جوشکاری قوسی با گاز محافظ (جوش آرگون یا CO2)، جوشکاری زیرپودری، جوش قوسی Flux-cored و جوش سربار الکتریکی ابداع شدند. امروزه دانش همچنان در حال توسعه بوده و رباتهای جوشکاری یکی از اجزای اصلی بسیاری از کارخانجات محسوب میشوند.
روند تاریخی ابداعات در جوشکاری
در سال ۱۸۰۰، سر همفری دیوی قوس الکتریکی ضربان کوتاه را کشف کرد و نتایج خود را در سال ۱۸۰۱ منتشر کرد. در سال ۱۸۰۲، واسیلی پتروف، دانشمند روسی، قوس الکتریکی مداوم را ایجاد کرد ، و متعاقباً «اخبار آزمایشهای گالوانیک – ولتاییک» را در سال ۱۸۰۳ منتشر کرد، و در آن آزمایشهای انجام شده در سال ۱۸۰۲ را توصیف کرد. یکی از مواردی که این گزارش منتشر شده بسیار مهم بود، توصیف قوس الکتریکی پایدار و توصیف کاربردهای احتمالی آن از جمله ذوب فلزات بود.
در سال ۱۸۰۸، دیوی که از کار پتروف بیخبر بود، دوباره قوس الکتریکی مداوم را کشف کرد . در سالهای ۱۸۸۱–۸۲ نیکلای بناردوس روسی و استنیسلاو اولسفسکی لهستانی اولین روش جوشکاری قوس الکتریکی را با استفاده از الکترودهای کربن به نام جوشکاری قوس کربن ایجاد کردند. پیشرفت در جوشکاری قوس الکتریکی با اختراع الکترودهای فلزی در اواخر دهه ۱۸۰۰ توسط یک شخص روسی، به نام نیکلای اسلاویانوف (۱۸۸۸) و یک شخص آمریکایی به نام چارلز. ال. کافین (۱۸۹۰) ادامه یافت.
در حدود سال ۱۹۰۰، آ. پی. استرومنگر در بریتانیا یک الکترود فلزی روکش دار ارائه کرد، که قوس پایدارتری را به وجود آورد. در سال ۱۹۰۵، دانشمند روسی ولادیمیر میتکویچ پیشنهاد کرد که از یک قوس الکتریکی سه فاز برای جوشکاری استفاده شود. جوشکاری جریان متناوب توسط سی. جی. هولسلگ در سال ۱۹۱۹ اختراع شد، اما تا یک دهه بعد محبوبیت پیدا نکرد.
تعریف جوشکاری
جوشکاری ( Welding ) یکی از روشهای ساخت میباشد که هدف آن اتصال دائمی مواد مهندسی از قبیل فلز، سرامیک، پلیمر و کامپوزیت بهیکدیگر است؛ و این کار معمولاً از طریق ایجاد حرارت بالا و ذوب ماده و سپس سرد کردن برای ایجاد جوش انجام میشود. جوشکاری با روشهای اتصال دما پایینتری مانند لحیمکاری نرم (Soldering) و لحیمکاری سخت (Brazing) که در آنها فلز پایه ذوب نمیشود، تفاوت دارد.
روند اجرای جوشکاری
در جوشکاری علاوه بر ذوب فلز پایه، معمولاً از یک ماده به عنوان پرکننده نقطه اتصال (Filler) استفاده میشود تا حوضچه ای از مواد مذاب ایجاد گردد که پس از خنک شدن و ایجاد اتصال میتواند از فلز یا ماده پایه نیز قوی تر باشد. همچنین ممکن است از فشار در کنار گرما یا به تنهایی برای تولید جوش استفاده گردد. ضمناً در جوشکاری به نوعی محافظ برای حفاظت از فلزات پرکننده یا فلزات ذوب شده در برابر اکسید شدن یا آلودگی نیاز است.
برای ایجاد حرارت مورد نیاز جوشکاری از منابع انرژی متعددی میتوان استفاده کرد، از قبیل: شعله گاز، قوس الکتریکی، لیزر، پرتوی الکترون، اصطحکاک، و امواج مافوق صوت. همچنین جوشکاری در محیطهای صنعتی مختلفی قابل اجراست از قبیل:
• هوای آزاد
• جوشکاری زیر آب
• و خارج از اتمسفر زمین
جوشکاری یک کار خطرناک است و برای جلوگیری از سوختگی، شوک الکتریکی، آسیب چشمی و دید، استنشاق گازهای سمی و دود و قرار گرفتن در معرض اشعه ماوراء بنفش شدید، نیاز به احتیاط میباشد.

جوشکاری تیرآهن ساختمان
انواع روش های جوشکاری
فرآیند جوشکاری از نقطه نظر روش انجام آن به سه دسته:
- جوشکاری دستی
- جوشکاری نیمه خودکار
- جوشکاری خودکار
از نقطه نظر نوع جریان جوشکاری به دو دسته:
- جوشکاری با جریان مستقیم (یکسو)
- جوشکاری با جریان متناوب
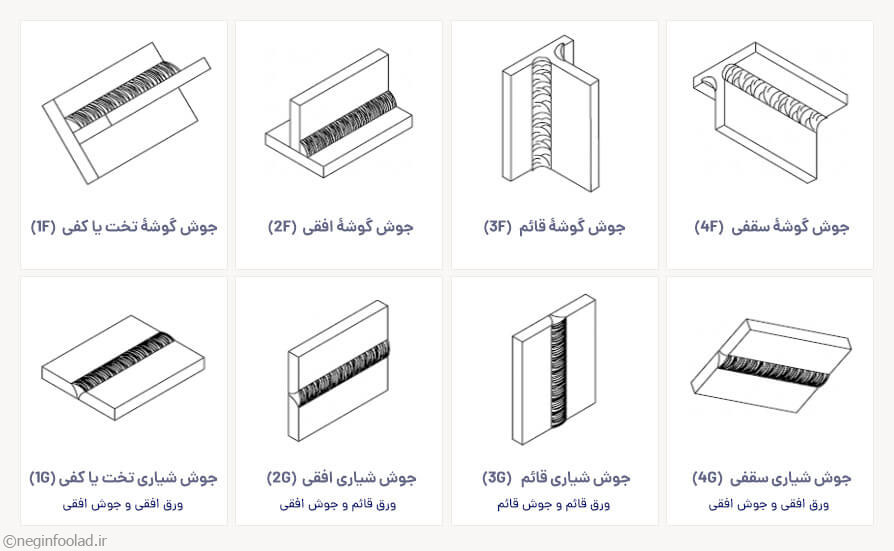
وضعیت جوشکاری
جهت اتصال قطعات ، جوشکار باید در حالتهای مختلفی قرار بگیرد ، اما هر کدام از این حالتها جهت رسیدن به جوشهای باکیفیت باید با اصول خاص خود انجام شوند. بر اساس قرار گفتن محل جوش نسبت به جوشکار، وضعیتهای مختلفی در جوشکاری ایجاد میشود که به آنها وضعیت جوشکاری گویند.
به طور خلاصه 4 وضعیت جوشکاری پر کاربرد وجود دارد که شامل :
- وضعیت تخت جوشکاری
- وضعیت افقی جوشکاری
- وضعیت عمودی جوشکاری
- وضعیت سربالا جوشکاری
بدون شک مسلط بودن بر روی وضعیت جوشکاری بسیار مهم و ضروری می باشد. در برخی از موارد ممکن است وضعیت و موقعیت فلز به گونه ای باشد که نتوانید با وضعیت دلخواه، فلز را جوش بدهید. بنابراین برای اینکه جوشکار بهتری باشید سعی کنید وضعیت و موقعیت های مختلف جوشکاری را تمرین کنید.
انواع وضعیت های جوشکاری
وضعیت جوشکاری به نوع اتصال و چگونگی اتصال بستگی دارد. اغلب مواقع فلز در شرایطی می باشد که می توانید با استفاده از وضعیت دلخواه آن را جوش بدهید اما مواقعی نیز وجود دارد که تنها از یک وضعیت می شود استفاده کرد. بنابراین عملیات جوشکاری با توجه به موقعیت فلز و موقعیت اتصال جوش بستگی دارد.
هندسه جوش
اتصالهای جوشی را از لحاظ هندسی میتوان به شکلهای گوناگونی آماده کرد. ۵ گونه اصلی اتصالهای جوشی از لحاظ هندسی عبارتند از:
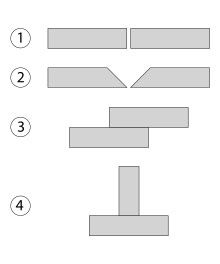
انواع هندسه جوش
1) جوش لب به لب (butt joint)
2) جوش روی هم (lap joint)
3) جوش گوشه ای (corner joint)
4) جوش لبه ای (edge joint)
5) جوش T شکل (T-joint)
توصیه های مهم در جوشکاری ساختمان
- ماشین آلات جوشکاری را تنظیم کنید.
- اتصالات جوش داده شده را با کیفیت بالا تولید کنید.
- مواد مصرفی درست را برای جوشکاری ساختمان انتخاب کنید.
- خطاهای مرتبط با جوش را شناسایی کنید.
- نقطه مناسب برای جوشکاری گاز را انتخاب کنید.
- تست اتصالات جوش را انجام دهید.
- نشریات چاپ شده در مورد جوش را بخوانید.
- ایستگاه های کاری را در شرایط تمیز و ایمن نگه دارید.
- کار را از روی طرح های مهندسی، نقشه ها، نمودارها یا دستور کار انجام دهید.
- برای به دست آوردن شعله مطلوب ، مشعل ها، سوپاپ ها، برق و ولتاژ را تنظیم کنید.
- در فضاهای محدود کار کنید.
- اجزاء جوشکاری شده در موقعیتهای صاف، عمودی و سربار قرار گیرند.
- روند اتصالات، سوزاندن و جوشکاری را کنترل کنید.
- با ابزار دستی و با قدرت کار کنید.
7 اصل مهم در جوشکاری اسکلت ساختمان
اصل اول : یک اتصال جوشی خوب، قادر است همه بارهای اعمال شده را از طریق اتصال، به صورت کارآمد منتقل نماید.
اگر اتصال به اندازه کافی قوی نباشد خصوصا تیرآهن های یک سازه فلزی، جنبه های دیگر آن، حقیقتا اهمیتی نخواهد داشت. جوشی که قطعات مختلف فولادی را به یکدیگر متصل می کند، باید از نظر اندازه و جنس به گونه ای باشد که مقاومت کافی را بسته به کاربرد مورد نظر دارا باشد.
اصل دوم : یک اتصال جوشی خوب دارای مسیر انتقال بار آشکار و مستقیم است.
تنش های موجود در عضو باید از یک عضو به وسیله جوش به عضو دیگر اتصال، جریان یابد. یک اتصال جوشی در جوشکاری ساختمان زمانی مناسب است که این مسیر انتقال بار، واضح و مستقیم باشد.
اصل سوم : یک اتصال جوشی خوب، جوش را در منطقه کم تنش تر قرار می دهد.
چنانچه عملی و ممکن باشد، موقعیت جوش ها در جوشکاری ساختمان فلزی باید در نواحی کم تنش قرار بگیرد. با محقق شدن این امر، جوش ها کمتر در معرض شرایط بحرانی خواهند بود. همچنین از آنجا که این کار موجب کوچکتر شدن اندازه جوش ها می گردد، به لحاظ اقتصادی نیز شایان توجه است.
اصل چهارم : یک جوش خوب نباید باعث ایجاد تمرکز تنش گردد.
برخی جوش ها در جوشکاری ساختمان اسکلت فلزی و جزئیات اتصالات جوشی ممکن است باعث ایجاد تمرکز تنش گردند. به عنوان مثال، وجود پشت بند فولادی (اگر در کار باقی بماند) می تواند باعث تمرکز تنش شود.
اصل پنجم : یک اتصال جوشی خوب نباید محصور شده باشد.
وقتی اتصالی جوشکاری می شود، انتظار می رود که فلز جوش داغ و منبسط شده و فلز پایه داغ پیرامونی جوش، در حین سرد شدن منقبض گردند. در حین سرد شدن و انقباض فلز جوش، ناحیه خنک تر (و منبسط نشده) فلز پایه در مقابل تنش های کششی که از طرف فلز جوش، تحمیل می شود، مقاومت نشان می دهد.
اصل ششم : یک اتصال جوشی خوب، جوش را در معرض خمش قرار نمی دهد.
برای فهم مطالب ابتدا باید بفهمیم که این اصل شامل چه مواردی نمی باشد ! مسلما ساخت تیر ورق با استفاده از جوش های در راستای طولی و تحت خمش قرار دادن تیر امری قابل پذیرش است. اصل ۶ طراحان را از بارگذاری که موجب خمش جوش حول محور طولی آن بشود منع می کند.
اصل هفتم : یک اتصال جوشی خوب از لبه و ریشه جوش محافظت می کند.
لبه جوش و ریشه در جوشکاری ساختمان می توانند باعث ایجاد تمرکز تنش گردند و یک اتصال جوشی مناسب، از این نواحی آسیب پذیر محافظت می کند. در شکل ۱۸ ریشه جوش نیمه نفوذی یک طرفه در بارگذاری کششی، بدون حفاظت مانده است.




